Данная система представляет собой инновационное решение для автоматизации производства металлоконструкций. Она позволяет загружать трехмерные модели конструкций, включая подробные данные о сварочных швах, таких как их расположение, размеры, форма и другие параметры, что упрощает подготовку к дальнейшей обработке изделия. После загрузки моделей выполняется лазерное сканирование готового изделия для точного определения геометрических отклонений от проектной модели. Основные этапы работы системы включают:
Загрузка 3D-моделей: пользователи загружают цифровую модель металлоконструкции, созданную с помощью CAD-систем. Система принимает все необходимые данные, включая координаты и параметры сварочных швов.
Лазерное сканирование: после того как физическое изделие будет подготовлено для сварки, система выполняет высокоточное лазерное сканирование поверхности, чтобы выявить любые отклонения от проектных данных модели. Это может включать изменения геометрии, деформации или несовпадения сварочных зон.
Анализ отклонений: на основе данных сканирования выполняется сравнение фактических характеристик изделия с проектной моделью. Система автоматически определяет точки несоответствия, выдает отклонения и формирует рекомендации по корректировке.
Автоматизация сварки: система учитывает собранную информацию и передает параметры в роботизированные сварочные установки для проведения точной сварки с минимальными допусками. Благодаря этому обеспечивается высокая точность выполнения швов и снижение затрат на ручную правку.
Подобная интегрированная система идеально подходит для крупных производственных объектов, где требуется высокая точность изготовления металлоконструкций, минимизация человеческого фактора и оптимизация производственных процессов. Использование таких технологий упрощает соблюдение стандартов качества, ускоряет процесс производства и значительно снижает вероятность возникновения дефектов.
Технические характеристики
Варианты планировки сварочной рабочей станции
Основная конфигурация сварочной рабочей станции робота без обучения
Станция для очистки горелки
Источник сварочного тока
Система управления без пульта обучения
Сварочный процесс - свойства и требования
Видео
Технические характеристики
Модель: CL12-2010 Количество контролируемых осей: 6 Радиус движения: 2010 мм Грузоподъемность: 12 кг Степень защиты: J1, J2: IP56 / J3, J4, J5, J6: IP67 Способы установки: Напольный / Кронштейн / Подвесной Мощность: 4.5 KVA Входы/выходы: 16 входов / 16 выходов, 24V DC Точность повторного позиционирования: ±0.05 мм Область применения: Сварка (газозащитная, аргонодуговая, лазерная, алюминий, нержавеющая сталь, углеродистая сталь) Встроенный пневмоканал: Ø10 мм Условия эксплуатации: Температура: 0–45°C, Влажность: 20–80% RH (без конденсата), Вибрация: ≤4.9 м/с² (0.5G), Высота ≤1000 м Вес робота: 313 кг Требования к установке: Отсутствие воспламеняющихся и коррозийных веществ, жидкости, брызг воды, минимальное количество масла и пыли, удаленность от электромагнитных источников
Ось | Диапазон движения | Скорость движения S|±165°|203°/с L|+80° ~ -145°|203°/с U|+145° ~ -75°|214°/с R|±190°|392°/с B|+50° ~ -210°|276°/с T|±220°|1356°/с
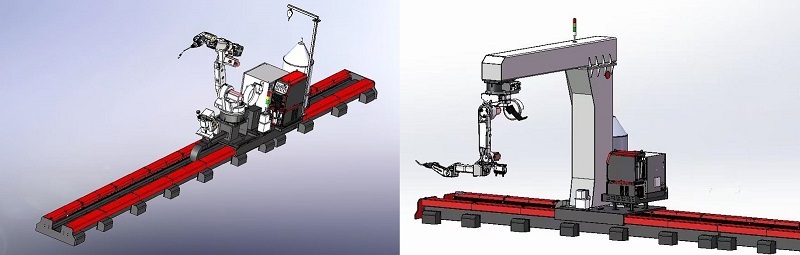
Варианты планировки сварочной рабочей станции
Трековый тип и консольный трековый тип
1 - Описание режима работы:
3D-моделирование (САПР, например, Tekla или SolidWorks). Импорт модели файла.
Создание маршрута сварки. Учитывается траектория сварки и значения смещения.
Определение положения. Сканирование положения деталей. Точное позиционирование, используется точное лазерное отслеживание.
Учет смещений. Смещение при сборке, смещение в процессе работы
Система сварки. Объединение команд движения и установленных траекторий. Управление передается в контроллер робота.
Электродуговое отслеживание. В процессе сварки происходит коррекция траектории.
Преимущества:
Ключевые алгоритмы и расчеты выполняются без стороннего программного обеспечения.
Система отслеживания сварочных швов: включает принцип прямого и обратного контроля для достижения высокой точности.
2 - Обрабатываемые объекты:
H-образные балки с перегородками, опорные пластины, консоли, коробчатые колонны и другие.
3 - Описание скорости сварки и производственной эффективности
Для сварных швов с высотой катета 8 мм:
Средняя скорость сварки при угловой сварке в горизонтальном положении составляет примерно 5,5 мм/с.
Средняя скорость сварки вертикальных швов составляет примерно 1,4 мм/с.
Если высота катета углового шва превышает 10 мм, обычно требуется многослойная многопроходная сварка. Производственный процесс рассчитывается индивидуально в зависимости от типа заготовки. Программное обеспечение включает функцию статистики времени обработки, что помогает оптимизировать производственную эффективность и суточную производительность.
Сварочная рабочая станция может управляться персоналом невысокой квалификации, а в реальном производстве возможно использование трехсменного режима работы для максимального увеличения коэффициента использования оборудования. Один оператор может одновременно управлять 3–4 установками, что значительно снижает затраты на рабочую силу. При обеспечении бесперебойной подачи заготовок доля времени работы в режиме горения дуги может достигать 75–85%.
4 - Конфигурация системы рабочей станции
Данная рабочая станция включает в себя:
1 комплект шестиосевого промышленного робота
1 комплект сварочного источника питания Aotai
1 комплект промышленного управляющего компьютера с интегрированным шкафом управления
1 комплект устройства очистки горелки и обрезки сварочной проволоки
Общая длина рельсовой направляющей рабочей станции составляет 12 метров, возможна кастомизация длины в зависимости от размеров заготовок.
Основная конфигурация сварочной рабочей станции робота без обучения
1. Система робота (Chuangli) - 1 1.1 Шестиосевой промышленный робот CL12-2010(Chuangli) - 1 1.2 Беспроводной пульт управления манипулятором (Chuangli) - 1 1.3 Входная/выходная сигнальная плата (Chuangli) -1 1.4 Контрольный кабель для робота (Chuangli) - 1 1.5 Программное обеспечение для управления роботом (Chuangli) - 1 1.6 Лазерный сканирующий датчик (Chuangli) - 1 1.7 Монтажное основание для робота (Chuangli) - 1 1.8 Наземная рельсовая система (длина 12 м, возможна кастомизация) (Chuangli) - 1 1.9 Интегрированный промышленный шкаф управления (Chuangli) - 1 2. Система сварки - 1 2.1 Источник сварочного тока NBC-500RP Plus (Aotai) - 1 2.2 Антиколлизионная система (Telma) - 1 2.3 Сварочная горелка (водяное охлаждение 500A) (Telma) - 1 3. Автоматическое устройство очистки горелки SC230A SE (Telma) - 1 4. Электрическая система управления (Chuangli) - 1 5. Транспортировка и страховка (Chuangli) - 1
Станция для очистки горелки
Модель: Telma SC230A SE Подача воздуха: безмасляный сжатый воздух, 5.5-8 бар Рабочая температура: -5°C ~ +50°C Потребление воздуха: около 10 л/с Пневматический двигатель: около 650 об/мин, максимальный крутящий момент 9 Н·м Контрольное напряжение: 24 В DC Контрольный ток: Imax = 0.15 А Емкость жидкости против брызг: 500 мл Способность резки проволоки: - сплошная проволока: макс. 1.6 мм, - проволока с флюсом: макс. 3.2 мм Время резки: около 0.5 секунд
Источник сварочного тока
Бренд источника питания: Aotai Модель источника питания: NBC-500RP Plus
Особенности источника питания:
Три режима сварки: одинарный импульс, быстрый импульс, постоянное напряжение.
Подходит для сварки углеродистой стали и нержавеющей стали.
Цифровое управление с обратной связью от двигателя через светодиодный контроль, что обеспечивает более точную и стабильную подачу проволоки.
Возможность хранения 100 сварочных программ, которые могут быть вызваны роботом в любой момент.
Оснащен функцией контактного сенсора, что облегчает роботу выполнение операции позиционирования; в стандартной комплектации предусмотрен датчик высокого напряжения для поиска..
Возможность передачи сварочных параметров в реальном времени роботу, что помогает выполнять функцию слежения за дугой.
Удобный интерфейс позволяет использовать систему с упрощенной настройкой, которая легко осваивается.
Реализован переход расплава "одна капля в один импульс", что обеспечивает сварку без разбрызгивания.
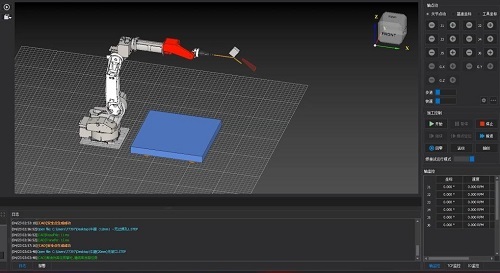
Система управления без пульта обучения
Поддержка взаимодействия с основными программами для 3D-моделирования, такими как Tekla, SolidWorks; поддержка файлов форматов ifc, step, stp.
Применение цифровых технологий, обеспечивающих синхронизированное движение робота в программной среде с реальным движением робота на рабочем участке.
Поддержка автоматического расчета положения сварного шва и направления сварки с визуализацией на интерфейсе ПО.
Поддержка автоматического планирования траектории перемещения с учетом обнаружения препятствий и неровностей.
Поддержка различных типов сварки: сварка в лодочку, угловая, вертикальная, непрерывная.
Поддержка линейной, кольцевой, L-образной и треугольной сварки с колебаниями.
Поддержка начального определения рабочего положения с помощью ручного задания трех точек, использования остановочных маркеров или 3D-камер.
Поддержка точного позиционирования сварного шва с использованием различных методов: линейного, обратного, точечного, четырехточечного и дугового.
Поддержка обнаружения положений отверстий во время процесса сварки и соединения их с заданным положением шва.
Поддержка пакетной генерации сварных швов для сокращения времени на обработку схожих траекторий.
Поддержка непрерывной сварки с индивидуальной настройкой угла, расстояния начала и конца сварки для каждой траектории.
Поддержка управления через TCP, ручной маркер или автоматику с точной корректировкой траектории в небольшой области вокруг целевой точки.
Поддержка автоматического планирования траектории сварки, сокращения лишних перемещений и повышения эффективности работы.
Поддержка как фиксированных позиций оборудования, так и мобильных платформ, включая стационарные системы и портальные роботы.
Поддержка работы с позиционерами и дополнительными осями, необходимой для сложных задач.
Поддержка импорта и экспорта технологических данных.
Поддержка настройки непрерывной и прерывистой сварки путем автоматизации добавления отрывов после сварочных точек.
Поддержка автоматического расчета и настройки расстояния начального и конечного отсечения.
Поддержка автоматического удаления шлака.
Поддержка добавления многослойных сварочных траекторий с индивидуальной настройкой режимов сварки для каждого слоя.
Поддержка построения параметризованных моделей сварки.
Сварочный процесс - свойства и требования
Основной сварочный процесс
Материал заготовки: Углеродистая сталь, низколегированная сталь Метод сварки: Сварка с плавящимся электродом в защитной газовой среде (MIG/MAG) Позиции сварки: Горизонтальная сварка PA, Угловая сварка PB, Вертикальная сварка вверх PF Защитный газ: 80% аргон + 20% CO2, 100% CO2 Диаметр сварочной проволоки: Ø1.2 мм, Ø1.6 мм — сплошная проволока, Ø1.2 мм — проволока с флюсом
Сварочные процессы — технические пояснения
Поджиг чирканием/повторный старт: Когда на точке сварки есть загрязнения, что затрудняет зажигание дуги, особенно для многослойных швов, этот процесс помогает повысить вероятность успешного старта дуги. Сварка с колебаниями: Поддерживает синусоидальные, треугольные, L-образные и маятниковые колебания; маятниковая сварка предназначена для стыковой сварки толщиной 5–16 мм без фаски. Прерывистая сварка: Применяется для компонентов, требующих прерывистой сварки для уменьшения сварочного деформации. Функция сварки в точке остановки: Когда робот останавливается в процессе перемещения, поиска позиции или сварки, с помощью этой функции можно переместить робота к точке остановки и продолжить обработку. Функция обратного движения для повторного старта дуги: Когда сварка останавливается, образуется кратер. Устанавливая дистанцию для обратного движения, можно заполнить кратер при повторном запуске дуги. Сварка с угловым переходом: С использованием лазерного поиска точно определяются углы, и в этих местах автоматически меняются сварочные параметры и позиция сварки для выполнения угловой сварки для плоских и вертикальных соединений. Непрерывная сварка: Поддерживает выполнение нескольких сварных швов подряд, что позволяет избежать концентрации напряжений в месте соединения и повышает эффективность сварки. Сварка через сварочные отверстия: Система с использованием автоматического обнаружения столкновений планирует сварку на участке прохождения сварочного отверстия, что обеспечивает формирование качественного стыкового соединения швов с обеих сторон отверстия. Слежение за дугой: В процессе сварки с использованием дугового слежения можно быстро корректировать отклонения влево-вправо и вверх-вниз в направлении сварки. Эта технология поддерживает различные типы колебаний дуги, включая синусоидальные, L-образные и треугольные колебания, обеспечивая более точное выполнение сварного шва. Многослойная сварка: Посредством извлечения данных из технологической базы об отклонениях каждой сварочной шва и изменениях угла сварочной горелки автоматически создаётся траектория многослойных сварочных швов. Также это можно использовать в сочетании с функцией отслеживания дуги на начальном слое Функция обратного заполняющего движения: При завершении сварки робот может двигаться назад, чтобы заполнить кратер, образовавшийся в конце шва.
Требования к применяемым заготовкам
Типы заготовок Подходят для сварки стальных конструкций с открытым верхним или боковым пространством, с толщиной одной стороны листа от 5 мм до 30 мм. В сфере стального строительства возможна сварка таких небольших партий нестандартных деталей, как горизонтальные и вертикальные перегородки Н-образных балок, консоли Н-образных балок, опорные пластины, мостовые элементы, узлы крестовых ферм и другие. В сфере производства башен, столбов допустима сварка люков башен и подобных элементов. Кроме того, система также подходит для сварки некоторых трубных и сборных конструкций. Точность сборки Для заготовок с открытой сварочной зоной, при которой не возникает столкновений во время перемещения или поиска, точность сборки и первоначального расположения составляет в пределах 30 мм, угловая погрешность — до 8°, изменение длины шва — до 30 мм. При ограниченной сварочной зоне необходимо гарантировать отсутствие столкновений в процессе перемещения или поиска, точность остается такой же. Система использует лазерный датчик для сканирования и поиска шва, с оптимальной шириной поля зрения 100 мм. Для правильного позиционирования сварочного шва он должен быть в пределах поля зрения. Кроме того, система поддерживает функцию поиска начальных и конечных точек шва лазером, позволяя компенсировать изменения длины сварочного шва. Если начальная или конечная точка шва находится на пути сканирования, система сможет скорректировать фактическую длину сварки. Зазор при сборке Для высоты сварочного шва Z ≥ 8 мм максимальный допустимый зазор при сборке — 3 мм; для 5 мм ≤ Z < 8 мм — максимальный зазор 2 мм. При использовании сварки с колебаниями, если зазор превышает амплитуду колебания, сварка становится невозможной. Требования к фасочному шву Размеры фаски должны соответствовать стандартам сварки. Сварка металла с фаской требует многослойной сварки. Отклонение размеров фаски следует ограничивать в пределах ±0,5 мм. Для сварных швов с шириной фаски менее 4 мм (меньше диаметра сварочного сопла) сварочная горелка не сможет проникнуть внутрь фаски. В этом случае следует избегать чрезмерно длинного свободного вылета электрода, и глубина фаски не должна превышать 25 мм. Точки предварительной фиксации должны находиться на расстоянии не менее 20 мм от начала сварочного шва, при этом их высота не должна быть чрезмерной. Данные требования касаются исключительно сварки неполных швов с фаской, не предназначенных для полного провара. Рабочее пространство для сварки В ограниченных пространствах сварочная горелка робота не может достичь нужного положения или двигаться в оптимальной сварочном положении. В следующих случаях размеры необходимого пространства для сварочных работ моделируются методом обучения робота. При этом глубина и ширина заготовки зависят от положения сварочной горелки, и эти параметры могут существенно варьироваться. Итоговые размеры и корректность конфигурации зависят от имитационного моделирования, выполняемого техническим персоналом. .